
Page 438 - Gear Technology Solutions
P. 438
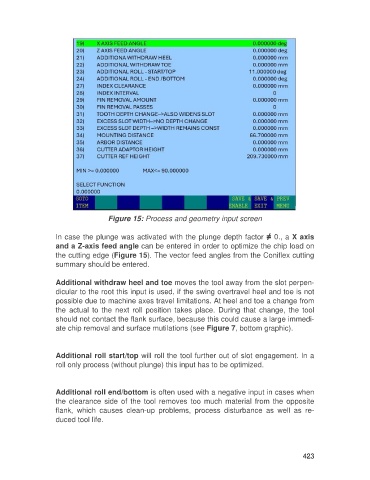
Figure 15: Process and geometry input screen
In case the plunge was activated with the plunge depth factor ≠ 0., a X axis
and a Z-axis feed angle can be entered in order to optimize the chip load on
the cutting edge (Figure 15). The vector feed angles from the Coniflex cutting
summary should be entered.
Additional withdraw heel and toe moves the tool away from the slot perpen-
dicular to the root this input is used, if the swing overtravel heel and toe is not
possible due to machine axes travel limitations. At heel and toe a change from
the actual to the next roll position takes place. During that change, the tool
should not contact the flank surface, because this could cause a large immedi-
ate chip removal and surface mutilations (see Figure 7, bottom graphic).
Additional roll start/top will roll the tool further out of slot engagement. In a
roll only process (without plunge) this input has to be optimized.
Additional roll end/bottom is often used with a negative input in cases when
the clearance side of the tool removes too much material from the opposite
flank, which causes clean-up problems, process disturbance as well as re-
duced tool life.
423