
Page 443 - Gear Technology Solutions
P. 443
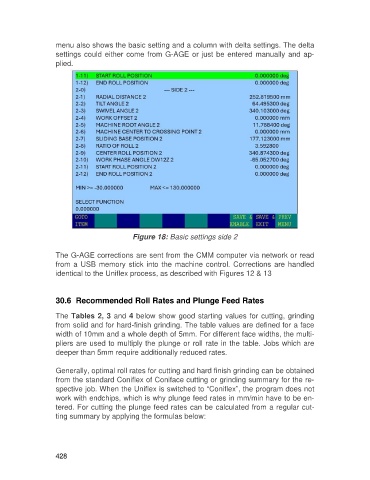
menu also shows the basic setting and a column with delta settings. The delta
settings could either come from G-AGE or just be entered manually and ap-
plied.
Figure 18: Basic settings side 2
The G-AGE corrections are sent from the CMM computer via network or read
from a USB memory stick into the machine control. Corrections are handled
identical to the Uniflex process, as described with Figures 12 & 13
30.6 Recommended Roll Rates and Plunge Feed Rates
The Tables 2, 3 and 4 below show good starting values for cutting, grinding
from solid and for hard-finish grinding. The table values are defined for a face
width of 10mm and a whole depth of 5mm. For different face widths, the multi-
pliers are used to multiply the plunge or roll rate in the table. Jobs which are
deeper than 5mm require additionally reduced rates.
Generally, optimal roll rates for cutting and hard finish grinding can be obtained
from the standard Coniflex of Coniface cutting or grinding summary for the re-
spective job. When the Uniflex is switched to “Coniflex”, the program does not
work with endchips, which is why plunge feed rates in mm/min have to be en-
tered. For cutting the plunge feed rates can be calculated from a regular cut-
ting summary by applying the formulas below:
428