
Page 468 - Gear Technology Solutions
P. 468
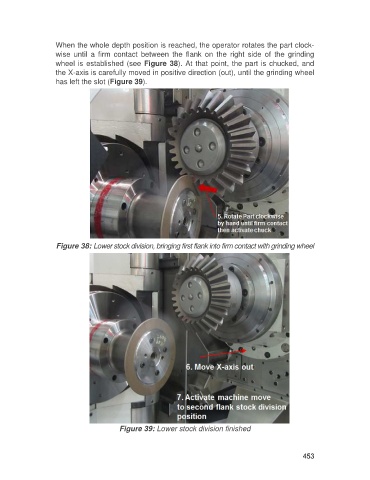
When the whole depth position is reached, the operator rotates the part clock-
wise until a firm contact between the flank on the right side of the grinding
wheel is established (see Figure 38). At that point, the part is chucked, and
the X-axis is carefully moved in positive direction (out), until the grinding wheel
has left the slot (Figure 39).
Figure 38: Lower stock division, bringing first flank into firm contact with grinding wheel
Figure 39: Lower stock division finished
453