
Page 467 - Gear Technology Solutions
P. 467
In Uniflex, the first cut/ground flank is machined in the lower position (6
o’clock) if the part is a gear. If the part is a pinion, the machining begins in the
upper position (12 o’clock). The final lower and upper stock division axes val-
ues are calculated for the center of roll and mid swing position.
The stock division, for example for a gear will activate the Phoenix machine
axes to move the grinding wheel to the lower position with all axes except X in
their final stock division axis location. X is held back by 38mm. The stock divi-
sion slot has to be marked with a pen and the part is de-chucked manually by
the operator (Figure 36).
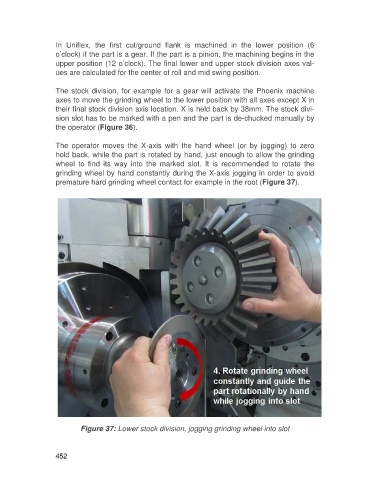
The operator moves the X-axis with the hand wheel (or by jogging) to zero
hold back, while the part is rotated by hand, just enough to allow the grinding
wheel to find its way into the marked slot. It is recommended to rotate the
grinding wheel by hand constantly during the X-axis jogging in order to avoid
premature hard grinding wheel contact for example in the root (Figure 37).
Figure 37: Lower stock division, jogging grinding wheel into slot
452