
Page 445 - Gear Technology Solutions
P. 445
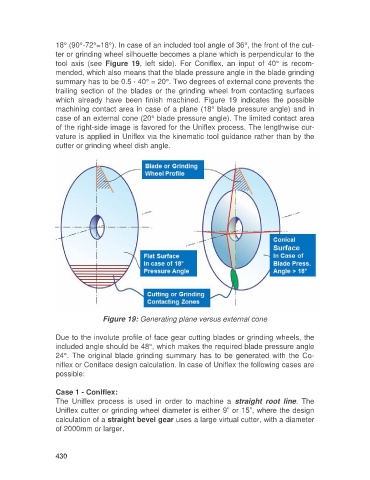
18° (90°-72°=18°). In case of an included tool angle of 36°, the front of the cut-
ter or grinding wheel silhouette becomes a plane which is perpendicular to the
tool axis (see Figure 19, left side). For Coniflex, an input of 40° is recom-
mended, which also means that the blade pressure angle in the blade grinding
summary has to be 0.5 * 40° = 20°. Two degrees of external cone prevents the
trailing section of the blades or the grinding wheel from contacting surfaces
which already have been finish machined. Figure 19 indicates the possible
machining contact area in case of a plane (18° blade pressure angle) and in
case of an external cone (20° blade pressure angle). The limited contact area
of the right-side image is favored for the Uniflex process. The lengthwise cur-
vature is applied in Uniflex via the kinematic tool guidance rather than by the
cutter or grinding wheel dish angle.
Figure 19: Generating plane versus external cone
Due to the involute profile of face gear cutting blades or grinding wheels, the
included angle should be 48°, which makes the required blade pressure angle
24°. The original blade grinding summary has to be generated with the Co-
niflex or Coniface design calculation. In case of Uniflex the following cases are
possible:
Case 1 - Coniflex:
The Uniflex process is used in order to machine a straight root line. The
Uniflex cutter or grinding wheel diameter is either 9” or 15”, where the design
calculation of a straight bevel gear uses a large virtual cutter, with a diameter
of 2000mm or larger.
430