
Page 378 - Gear Technology Solutions
P. 378
®
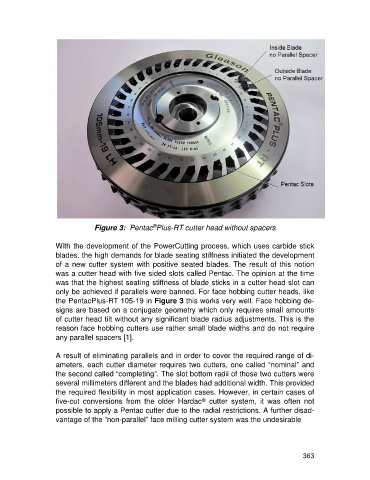
Figure 3: Pentac Plus-RT cutter head without spacers
With the development of the PowerCutting process, which uses carbide stick
blades, the high demands for blade seating stiffness initiated the development
of a new cutter system with positive seated blades. The result of this notion
was a cutter head with five sided slots called Pentac. The opinion at the time
was that the highest seating stiffness of blade sticks in a cutter head slot can
only be achieved if parallels were banned. For face hobbing cutter heads, like
the PentacPlus-RT 105-19 in Figure 3 this works very well. Face hobbing de-
signs are based on a conjugate geometry which only requires small amounts
of cutter head tilt without any significant blade radius adjustments. This is the
reason face hobbing cutters use rather small blade widths and do not require
any parallel spacers [1].
A result of eliminating parallels and in order to cover the required range of di-
ameters, each cutter diameter requires two cutters, one called “nominal” and
the second called “completing”. The slot bottom radii of those two cutters were
several millimeters different and the blades had additional width. This provided
the required flexibility in most application cases. However, in certain cases of
five-cut conversions from the older Hardac cutter system, it was often not
®
possible to apply a Pentac cutter due to the radial restrictions. A further disad-
vantage of the “non-parallel” face milling cutter system was the undesirable
363