
Page 342 - Gear Technology Solutions
P. 342
24.3 Original Vector Feed
The first vector feed concept was developed by Gleason in 1989 to establish
the same cutting conditions during the plunge as they existed in mechanical
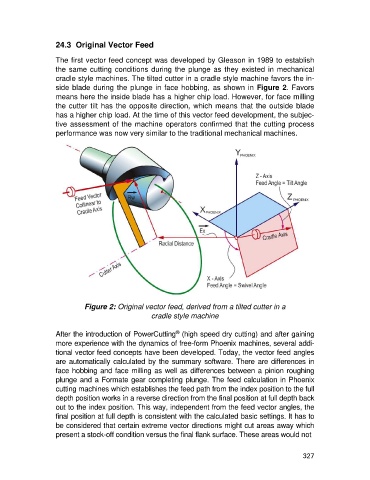
cradle style machines. The tilted cutter in a cradle style machine favors the in-
side blade during the plunge in face hobbing, as shown in Figure 2. Favors
means here the inside blade has a higher chip load. However, for face milling
the cutter tilt has the opposite direction, which means that the outside blade
has a higher chip load. At the time of this vector feed development, the subjec-
tive assessment of the machine operators confirmed that the cutting process
performance was now very similar to the traditional mechanical machines.
Figure 2: Original vector feed, derived from a tilted cutter in a
cradle style machine
®
After the introduction of PowerCutting (high speed dry cutting) and after gaining
more experience with the dynamics of free-form Phoenix machines, several addi-
tional vector feed concepts have been developed. Today, the vector feed angles
are automatically calculated by the summary software. There are differences in
face hobbing and face milling as well as differences between a pinion roughing
plunge and a Formate gear completing plunge. The feed calculation in Phoenix
cutting machines which establishes the feed path from the index position to the full
depth position works in a reverse direction from the final position at full depth back
out to the index position. This way, independent from the feed vector angles, the
final position at full depth is consistent with the calculated basic settings. It has to
be considered that certain extreme vector directions might cut areas away which
present a stock-off condition versus the final flank surface. These areas would not
327