
Page 423 - Gear Technology Solutions
P. 423
the 9 o’clock position in this process. In the case of Uniflex where a disk cutter
is used the machining is oriented at the 6 o’clock position for the lower flank
and in the 12 o’clock position for the upper flank. If the machining would al-
ways change from the lower position to the upper position after one swing
pass, the unproductive time required for the machine moves would be exces-
sive and therefore not acceptable. Figure 3 shows how all the generating
swing passes on the lower flank are consecutively finished. After finishing the
machining of one lower flank, the machine indexes to the next lower flank, and
continues until all lower flank machining is finished.
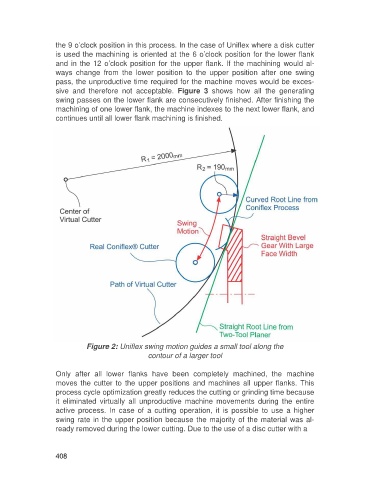
Figure 2: Uniflex swing motion guides a small tool along the
contour of a larger tool
Only after all lower flanks have been completely machined, the machine
moves the cutter to the upper positions and machines all upper flanks. This
process cycle optimization greatly reduces the cutting or grinding time because
it eliminated virtually all unproductive machine movements during the entire
active process. In case of a cutting operation, it is possible to use a higher
swing rate in the upper position because the majority of the material was al-
ready removed during the lower cutting. Due to the use of a disc cutter with a
408