
Page 100 - Gear Technology Solutions
P. 100
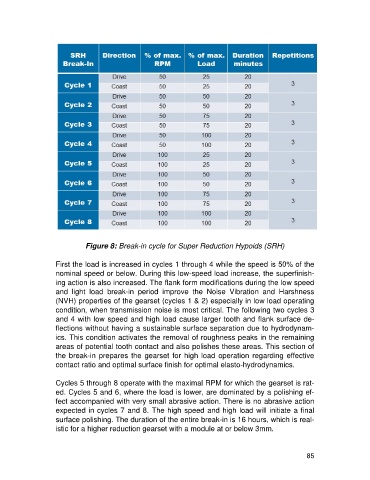
Figure 8: Break-in cycle for Super Reduction Hypoids (SRH)
First the load is increased in cycles 1 through 4 while the speed is 50% of the
nominal speed or below. During this low-speed load increase, the superfinish-
ing action is also increased. The flank form modifications during the low speed
and light load break-in period improve the Noise Vibration and Harshness
(NVH) properties of the gearset (cycles 1 & 2) especially in low load operating
condition, when transmission noise is most critical. The following two cycles 3
and 4 with low speed and high load cause larger tooth and flank surface de-
flections without having a sustainable surface separation due to hydrodynam-
ics. This condition activates the removal of roughness peaks in the remaining
areas of potential tooth contact and also polishes these areas. This section of
the break-in prepares the gearset for high load operation regarding effective
contact ratio and optimal surface finish for optimal elasto-hydrodynamics.
Cycles 5 through 8 operate with the maximal RPM for which the gearset is rat-
ed. Cycles 5 and 6, where the load is lower, are dominated by a polishing ef-
fect accompanied with very small abrasive action. There is no abrasive action
expected in cycles 7 and 8. The high speed and high load will initiate a final
surface polishing. The duration of the entire break-in is 16 hours, which is real-
istic for a higher reduction gearset with a module at or below 3mm.
85