
Page 76 - Gear Technology Solutions
P. 76
A root fillet transition which is inside of the active working depth, as shown with the
blue profile in Figure 5, then an interference zone has been created. The green
drawn fillet radius in Figure 5 indicates the maximal acceptable radius, which has
its transition to the flank surface below the working depth.
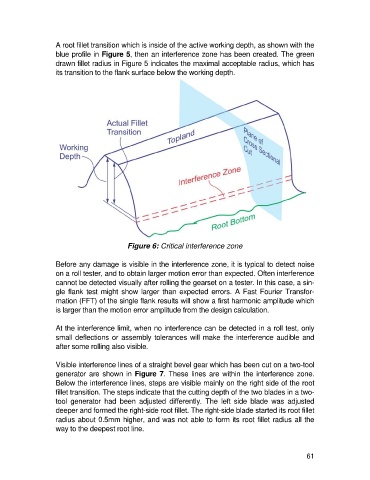
Figure 6: Critical interference zone
Before any damage is visible in the interference zone, it is typical to detect noise
on a roll tester, and to obtain larger motion error than expected. Often interference
cannot be detected visually after rolling the gearset on a tester. In this case, a sin-
gle flank test might show larger than expected errors. A Fast Fourier Transfor-
mation (FFT) of the single flank results will show a first harmonic amplitude which
is larger than the motion error amplitude from the design calculation.
At the interference limit, when no interference can be detected in a roll test, only
small deflections or assembly tolerances will make the interference audible and
after some rolling also visible.
Visible interference lines of a straight bevel gear which has been cut on a two-tool
generator are shown in Figure 7. These lines are within the interference zone.
Below the interference lines, steps are visible mainly on the right side of the root
fillet transition. The steps indicate that the cutting depth of the two blades in a two-
tool generator had been adjusted differently. The left side blade was adjusted
deeper and formed the right-side root fillet. The right-side blade started its root fillet
radius about 0.5mm higher, and was not able to form its root fillet radius all the
way to the deepest root line.
61