
Page 361 - Gear Technology Solutions
P. 361
hook angle. At the end of each calculation step, the effective cutting edge hook
angle is calculated and the difference between this number and the desired
input value is multiplied with a damping factor and then subtracted from the top
rake angle used in the last step. After that, the calculation loop is repeated until
the deviation between the actual and the nominal value is below the pre-
determined limit.
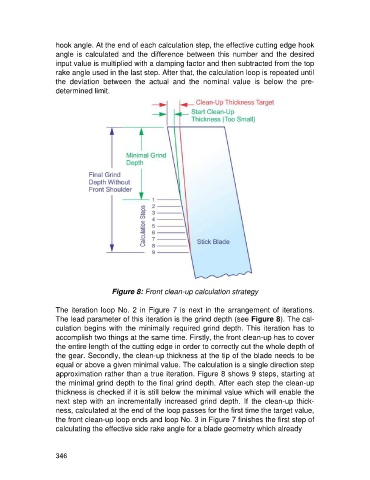
Figure 8: Front clean-up calculation strategy
The iteration loop No. 2 in Figure 7 is next in the arrangement of iterations.
The lead parameter of this iteration is the grind depth (see Figure 8). The cal-
culation begins with the minimally required grind depth. This iteration has to
accomplish two things at the same time. Firstly, the front clean-up has to cover
the entire length of the cutting edge in order to correctly cut the whole depth of
the gear. Secondly, the clean-up thickness at the tip of the blade needs to be
equal or above a given minimal value. The calculation is a single direction step
approximation rather than a true iteration. Figure 8 shows 9 steps, starting at
the minimal grind depth to the final grind depth. After each step the clean-up
thickness is checked if it is still below the minimal value which will enable the
next step with an incrementally increased grind depth. If the clean-up thick-
ness, calculated at the end of the loop passes for the first time the target value,
the front clean-up loop ends and loop No. 3 in Figure 7 finishes the first step of
calculating the effective side rake angle for a blade geometry which already
346