
Page 333 - Gear Technology Solutions
P. 333
face cutters in order to control the length crowning. Face milling completing
designs require a tilt angle away from the work piece in order to reduce the
length crowning which is introduced by applying a duplex taper. Face milling
therefore benefits from a negative top slope angle on the outside cutting blade
(as shown in Figure 1) and a positive top slope angle on the inside cutting
blade [1].
23.2 Top Slope and Stepping of Cutter Blades for Generated Face
Hobbed Members
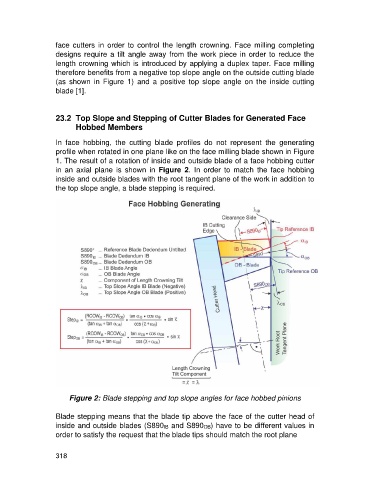
In face hobbing, the cutting blade profiles do not represent the generating
profile when rotated in one plane like on the face milling blade shown in Figure
1. The result of a rotation of inside and outside blade of a face hobbing cutter
in an axial plane is shown in Figure 2. In order to match the face hobbing
inside and outside blades with the root tangent plane of the work in addition to
the top slope angle, a blade stepping is required.
Figure 2: Blade stepping and top slope angles for face hobbed pinions
Blade stepping means that the blade tip above the face of the cutter head of
inside and outside blades (S890IB and S890OB) have to be different values in
order to satisfy the request that the blade tips should match the root plane
318