
Page 186 - Gear Technology Solutions
P. 186
13 Fast Face Coupling Manufacturing with Face Hobbing
13.1 The Requirement of Tapered Depth Teeth
Face couplings with spiral shaped teeth have pitch angles close to or equal to 90º.
They can be manufactured in a single indexing or in a continuous indexing pro-
cess. There is no relative motion between the teeth after the two coupling mem-
bers are engaged. As a result, the virtual generating gear which is used in the
gear theoretical model to create the two mating gear members, is identical on
each of its two sides to one of the coupling members.
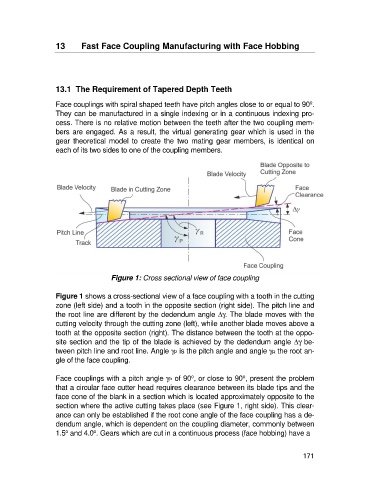
Figure 1: Cross sectional view of face coupling
Figure 1 shows a cross-sectional view of a face coupling with a tooth in the cutting
zone (left side) and a tooth in the opposite section (right side). The pitch line and
the root line are different by the dedendum angle Dg The blade moves with the
.
cutting velocity through the cutting zone (left), while another blade moves above a
tooth at the opposite section (right). The distance between the tooth at the oppo-
site section and the tip of the blade is achieved by the dedendum angle Dgbe-
tween pitch line and root line. Angle g P is the pitch angle and angle g R the root an-
gle of the face coupling.
o
o
Face couplings with a pitch angle g P of 90 , or close to 90 , present the problem
that a circular face cutter head requires clearance between its blade tips and the
face cone of the blank in a section which is located approximately opposite to the
section where the active cutting takes place (see Figure 1, right side). This clear-
ance can only be established if the root cone angle of the face coupling has a de-
dendum angle, which is dependent on the coupling diameter, commonly between
o
o
1.5 and 4.0 . Gears which are cut in a continuous process (face hobbing) have a
171