
Page 177 - Gear Technology Solutions
P. 177
ized like in regular Coniflex with a cutter dish angle. Because the Coniflex
Clutch machining is a non-generated process, profile crowning cannot be gen-
erated kinematically as it is done in regular Coniflex. The only possibility to
generate profile crowning is the application of curved blades.
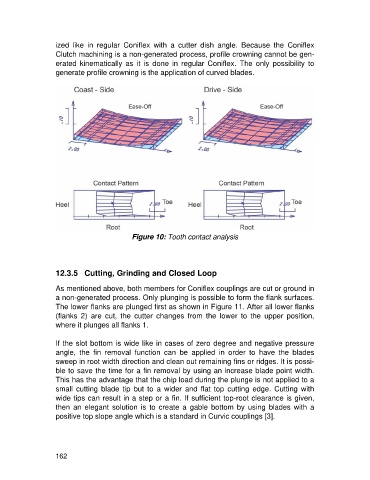
Figure 10: Tooth contact analysis
12.3.5 Cutting, Grinding and Closed Loop
As mentioned above, both members for Coniflex couplings are cut or ground in
a non-generated process. Only plunging is possible to form the flank surfaces.
The lower flanks are plunged first as shown in Figure 11. After all lower flanks
(flanks 2) are cut, the cutter changes from the lower to the upper position,
where it plunges all flanks 1.
If the slot bottom is wide like in cases of zero degree and negative pressure
angle, the fin removal function can be applied in order to have the blades
sweep in root width direction and clean out remaining fins or ridges. It is possi-
ble to save the time for a fin removal by using an increase blade point width.
This has the advantage that the chip load during the plunge is not applied to a
small cutting blade tip but to a wider and flat top cutting edge. Cutting with
wide tips can result in a step or a fin. If sufficient top-root clearance is given,
then an elegant solution is to create a gable bottom by using blades with a
positive top slope angle which is a standard in Curvic couplings [3].
162