
Page 157 - Gear Technology Solutions
P. 157
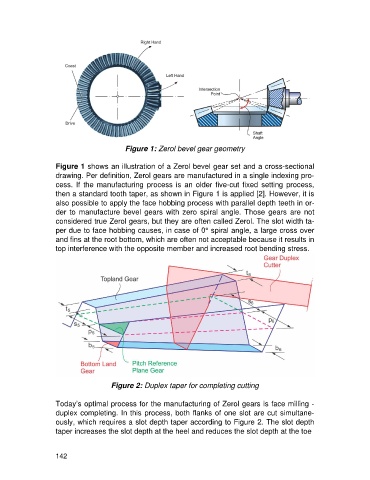
Figure 1: Zerol bevel gear geometry
Figure 1 shows an illustration of a Zerol bevel gear set and a cross-sectional
drawing. Per definition, Zerol gears are manufactured in a single indexing pro-
cess. If the manufacturing process is an older five-cut fixed setting process,
then a standard tooth taper, as shown in Figure 1 is applied [2]. However, it is
also possible to apply the face hobbing process with parallel depth teeth in or-
der to manufacture bevel gears with zero spiral angle. Those gears are not
considered true Zerol gears, but they are often called Zerol. The slot width ta-
per due to face hobbing causes, in case of 0° spiral angle, a large cross over
and fins at the root bottom, which are often not acceptable because it results in
top interference with the opposite member and increased root bending stress.
Figure 2: Duplex taper for completing cutting
Today’s optimal process for the manufacturing of Zerol gears is face milling -
duplex completing. In this process, both flanks of one slot are cut simultane-
ously, which requires a slot depth taper according to Figure 2. The slot depth
taper increases the slot depth at the heel and reduces the slot depth at the toe
142